TÜRKÇE
TÜRKÇE
Systems & Products / Pelletizing Systems / Pellet Press

- Flash Dryer
- Crusher
- Hammer Mill
-
Pellet Press
/ / / / / /
-
Mixer

- Cooler
- Sieve
- Packing Scale - Sewing Machine

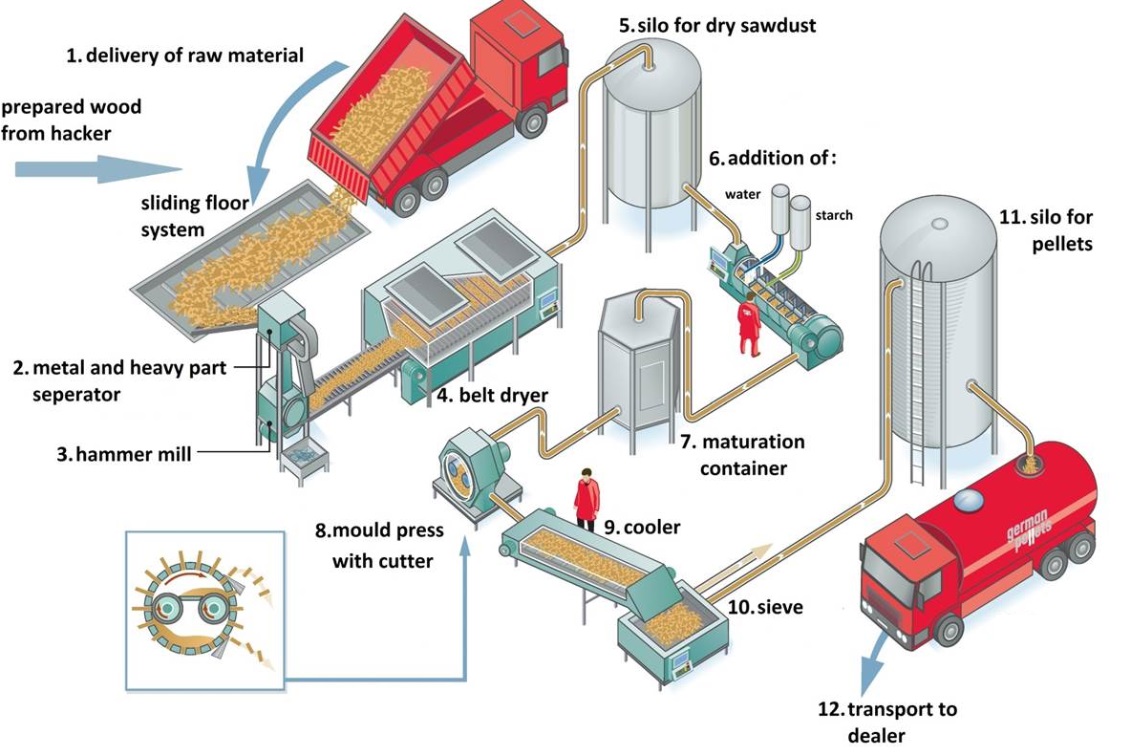
* Our company produces flat die pelletizing presses.
* Our presses are designed to produce quality products in varying types of wood.
* Extrusion agglomeration using flat chopper (Compacting of small grains by compacting them)
Extrusion agglomeration using a flat (chopper) disc is proven to be an economical method, even for the hardest wood chips. The final product is called a pellet. Grinder rollers and perforated chopper are important elements in pelletizing process. Compression occurs in cylindrical holes on the disc (see figure 1).
Roughly pre-crushed products are fed vertically from the top to the pressure rollers and form a layer of product on the disc. On top of the top, the rollers run over this layer and compress the material (see figures 1 and 3).
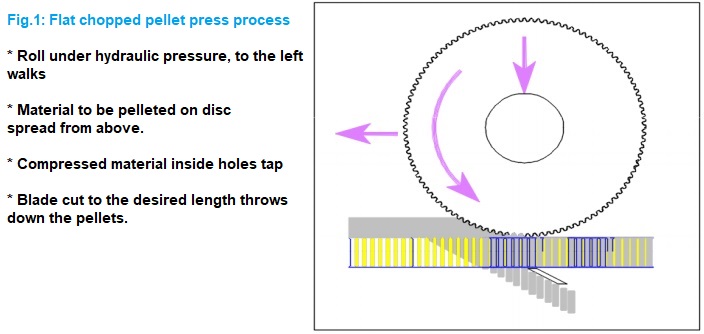 When the material is rounded into the holes, the pressure is continuously increased, so that the cylinder formed by the particles is disengaged in the holes, downward. To achieve this, the frictional force of the pellets in the holes must not exceed the effective pressure force of the rollers.
When the material is rounded into the holes, the pressure is continuously increased, so that the cylinder formed by the particles is disengaged in the holes, downward. To achieve this, the frictional force of the pellets in the holes must not exceed the effective pressure force of the rollers.
In order to provide better pre-compression and product bonding, a press is formed between the mold and the rollers to prevent metal-to-metal contact, which can cause unnecessary wear of the discs and rollers. The cylinders run through each hole several times per second, so that the pellets progress through the holes in the apertures.
The individual layers of material forced into the effective holes of the die form an endless strand cut to the desired pellet length from below using adjustable knives. The aim is to produce a homogeneous pellet which does not exhibit a layered structure with the stability left unchanged even after exposure to mechanical stress. The achievement of this goal is influenced by many factors, as follows:
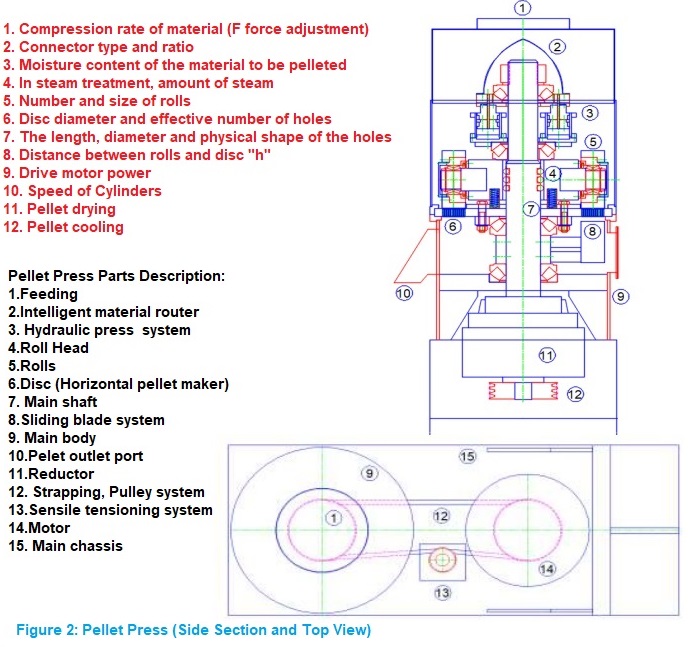 According to the pelleting properties of the material to be pelleted, the disc diameter, the perforated surface area and width of the disc, the number of discs may vary.
According to the pelleting properties of the material to be pelleted, the disc diameter, the perforated surface area and width of the disc, the number of discs may vary.
Advantages of horizontal disc pelletizing press
Material Feeding
The material is fed directly to the printing machine vertically from above, without any deflector and without the use of mechanical aids. Therefore, in materials such as sawdust, which have a particularly low bulk density, there is no danger of clogging or bridging due to the uneven distribution.
Our presses have a large feeding area especially for materials with low bulk density suitable for wood sawdust.
Roll head
The roller head forms a unit consisting of roller axles and rotating upright grinding rollers.
The number of holes, diameter, width, shape (cylindrical or conical) and the roll surface are selected to best fit the material to be pelletized. The average roll speeds of 2.4-2.6 m / s are an average speed.
The hydraulic roller head adjustment system (see Figure 3) makes it possible to optimize the distance between the rollers and the disc during operation. Therefore, the thickness of the material layer can be adjusted so that the most economical pressing capacity can be achieved.
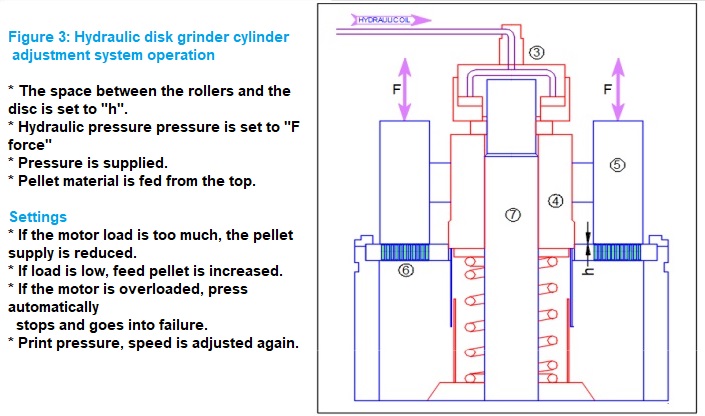 The hydraulic pressing system makes it possible to change the distance between the rollers and the die during operation. In this way the thickness of the product layer can be adjusted and the operation is not interrupted.
The hydraulic pressing system makes it possible to change the distance between the rollers and the die during operation. In this way the thickness of the product layer can be adjusted and the operation is not interrupted.
Disc
Disc thickness, number of holes, shape and diameter and width of the roller path may vary depending on the material to be processed. A high specific print output with low energy consumption per unit is among the other things that are greatly affected by the time the material is retained in the effective holes.
The shorter the retention time, the lumps become softer, ie, the higher the output, the lower the pellet quality. To avoid this, the length of the effective motors can be extended until the full motor power is consumed. The longer the holes, the greater the risk of clogging the rollers. Therefore, it is preferable to maximize the number of disc holes so as not to break the pressure force. The disc perforated portion area varies from 15 to 30 cm2 per kW of installed power depending on the type of material to be pelletized, the intended use and the desired material jam.
Removal of the worn Disc and roll for maintenance, repair or replacement
The disc is supported all around the press casing and held in place by the wedges only. This minimizes the risk of mold breakage. The roll head is loosely seated on the main shaft and is connected to the disc body by means of clamps. The roll head is held with adjustable hydraulic nuts from above. Therefore, the molds are very easy to change and quick, because no screws or clamps are required to be loosened except for the hydraulic nut. The roll head and the disc can be easily removed by means of an electric winch and can be replaced without having to clean the interior.